


消失模铸造:一种先进的铸造工艺。其流程是:先用泡沫塑料制作出与铸件形状一模一样的“泡沫模型”,然后在模型表面涂覆耐火涂料,接着填入干砂(无需粘合剂)进行三维方向振动紧实,最后浇注金属液。高温金属液使泡沫模型迅速气化、消失,金属液取而代之,冷却后形成铸件。
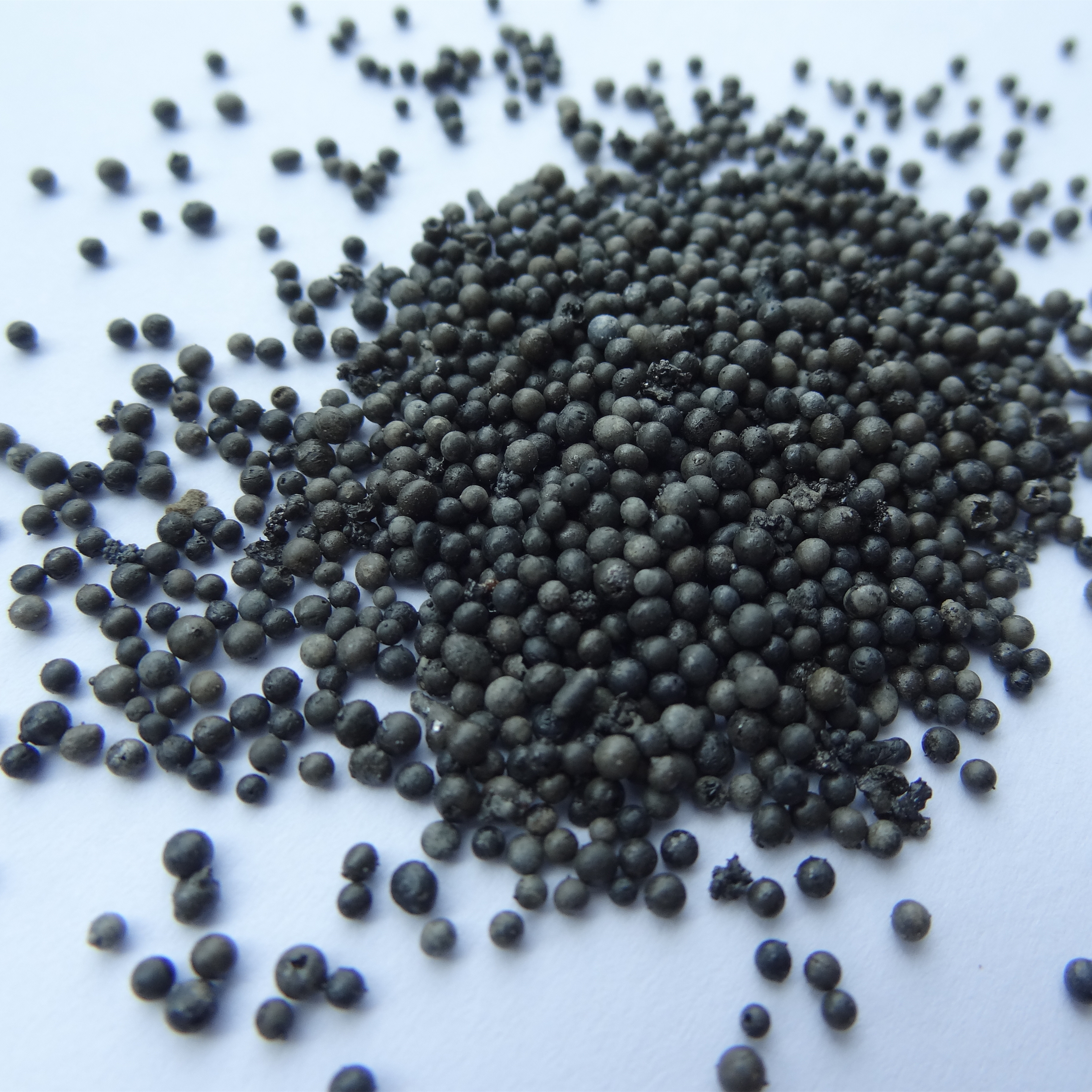
宝珠砂:又称“电熔陶粒砂”,是一种人造球形砂。它是以优质铝矾土为原料,经高温电熔、喷吹、筛分而成。
20-30目:指的是砂子的粒度大小。大致对应的颗粒直径在0.6mm到0.85mm之间。

宝珠砂的优点:
球形颗粒,流动性极佳:这是它最核心的优势。在填充和振动紧实时,砂子能像水一样流畅地充填到模型各个复杂角落,确保型砂的均匀性和紧实度,防止局部疏松导致铸件变形或涨砂。
耐火度高(通常≥1800℃):能承受钢、铁、合金钢等高熔点金属的浇注温度,减少粘砂缺陷。
热膨胀率低、导热性好:受热时尺寸稳定,不易膨胀导致铸件产生脉纹、毛刺等缺陷。良好的导热性有助于铸件快速凝固,细化晶粒。
强度高、不易破碎:可重复使用次数远高于石英砂,降低长期耗砂成本。
碱性材料:对碱性涂料适应性好,尤其适用于高锰钢等材质。
20-30目(较粗粒度)的选择理由:
优异的透气性:粗砂颗粒之间的孔隙大,为泡沫模型气化分解产生的大量气体提供了快速排出的通道。透气性是消失模铸造的生命线,直接关系到铸件是否会产生气孔、浇不足或碳缺陷。
足够的支撑强度:粗砂组成的砂床具有较高的宏观强度,能很好地抵抗金属液的静压力,防止铸型垮塌或变形。
减少涂料渗透和粘砂:相比细砂,粗砂的比表面积小,所需涂料量相对少,且不易出现涂料渗入砂粒过深导致烧结、难以清理的问题。
应用场景
中大型铸件:如机床床身、箱体、大型管件、阀门、工程机械结构件等。
对透气性要求极高的铸件:如结构复杂、泡沫模型体积大、发气量大的铸件。
黑色金属铸造:特别是铸铁、铸钢(碳钢、合金钢)。
使用注意事项
与涂料的匹配:必须使用与宝珠砂(碱性)匹配的消失模专用涂料。涂料的渗透性、强度和透气性需要与粗砂的特性相协调。
砂处理系统:需要配备高效的砂冷却系统和除尘系统,因为宝珠砂导热性好,回用砂温度容易升高,必须冷却后才能再次使用以保证造型质量。
成本考量:宝珠砂的初次采购成本远高于石英砂,但其高回用率(可达数百次) 使得长期综合成本可能更具优势,尤其对于规模化、高质量生产的铸造厂。
粒度级配:在实际生产中,有时会混合少量更细目数(如50-100目)的宝珠砂,以改善铸件表面光洁度,这需要根据具体产品进行工艺试验。
总结
“消失模用宝珠砂20-30目”代表了一种为高质量、中大型消失模铸件设计的高性能造型材料方案。
它的核心价值在于:利用宝珠砂的球形高流动性和粗粒度带来的超高透气性,完美解决了消失模铸造中砂型充填紧实和模型气化产物快速排出这两个最关键的技术难题,从而显著提升铸件成品率、尺寸精度和内部质量。




 客服1
客服1