



| 筛网号 | 10 | 20 | 30 | 40 | 50 | 70 | 100 | 140 | 200 | 270 | 底盘 | AFS |
| 粒径 | 1700 | 850 | 600 | 425 | 300 | 212 | 150 | 106 | 75 | 53 | 底盘 | |
| 20-40 | 15-40 | 30-55 | 15-35 | ≤3 | 15-25 | |||||||
| 30-50 | ≤10 | 25-45 | 35-55 | 5-15 | ≤5 | ≤2 | 25-29 | |||||
| 40-70 | ≤10 | 25-45 | 20-40 | 5-25 | ≤7 | ≤5 | 35-39 | |||||
| 40-100 | ≤3 | 10-25 | 25-40 | 25-45 | 10-25 | ≤10 | ≤5 | 45-55 | ||||
| 50-100 | ≤10 | 10-30 | 30-50 | 15-35 | ≤15 | ≤5 | ≤2 | ≤1 | 55-65 | |||
| 50-140 | ≤8 | 10-25 | 20-45 | 20-45 | 5-20 | ≤7 | ≤2 | ≤1 | 60-70 | |||
| 70-140 | ≤10 | 10-25 | 25-45 | 15-35 | ≤15 | ≤5 | ≤2 | 75-85 | ||||
| 100-200 | ≤3 | 10-35 | 35-55 | 15-35 | ≤10 | ≤5 | 95-115 | |||||
| 140-270 | ≤5 | 5-25 | 40-60 | 25-40 | ≤15 | 155-175 | ||||||
| 6-20 | 消失模铸造用砂 | |||||||||||
| 粒 形 | 球形 | Al2O3 | ≥71-75% |
| 颜 色 | 黑色 | SiO2 | ≤ 25% |
| 耐火温度 | ≥ 1900℃ | TiO2 | ≤ 1.5% |
| 堆积比重 | 1.95 -2.05g /cm | Fe2O3 | ≤3% |
| 真 密 度 | 3.2g /cm | CaO | ≤0.45% |
| 热 导 率 | (1200 ℃)5.27W/M·K | PH 值 | 7-8 |
| 膨胀系数 | (20-1000 ℃) 6 × 10-6/℃ | 粒度: | 0.053mm-3mm |

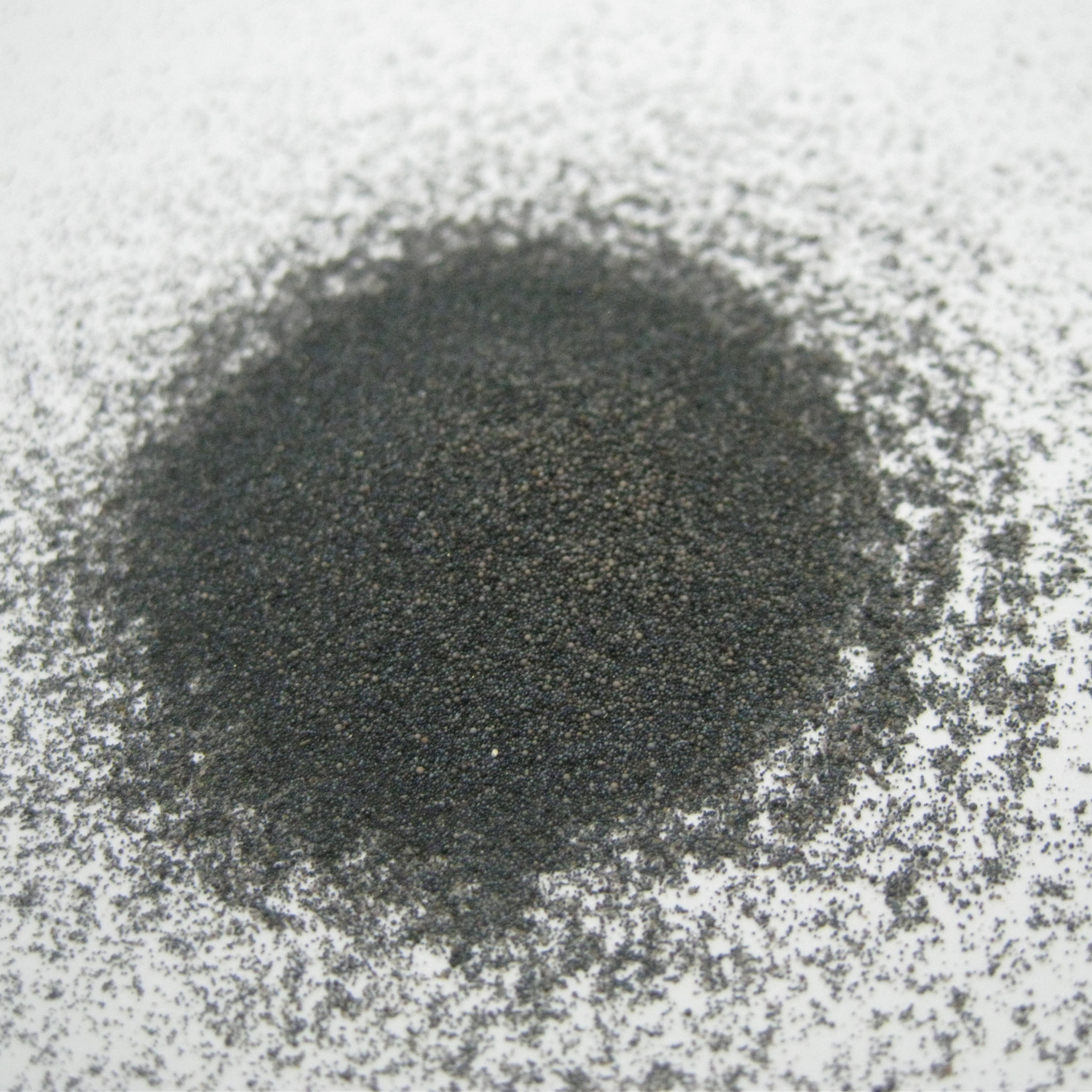 颗粒尺寸:大约在 0.053mm 到 0.1mm 之间(通过270目筛,但被140目筛截留)。
颗粒尺寸:大约在 0.053mm 到 0.1mm 之间(通过270目筛,但被140目筛截留)。
特点:
表面光洁度高:细小的颗粒可以复制出非常清晰的模具细节,使铸件表面光滑,轮廓清晰。
透气性相对较差:因为颗粒细小、排列紧密,气体不易排出。
强度更高:在同样的粘结剂用量下,细砂的总表面积更大,粘结桥更多,因此砂型的强度通常会更高。
主要应用:
中小型精密铸件:如汽车零部件、泵壳、叶轮、工艺品等对表面质量要求高的铸件。
覆膜砂:这是140-270目宝珠砂最主要的用途之一。用它制作的覆膜砂壳型,可以获得极其光洁的铸件表面。
消失模铸造:作为填充砂,细砂可以更好地包裹泡沫模型,防止金属液渗入砂隙,获得表面光洁的铸件。
3D打印砂型:在一些基于喷墨粘结的3D打印工艺中,也会使用细目数的宝珠砂来保证打印精度和表面质量。



 客服1
客服1