


1. 宝珠砂在消失模铸造中的核心应用
(1)填充干砂(干砂振动造型)
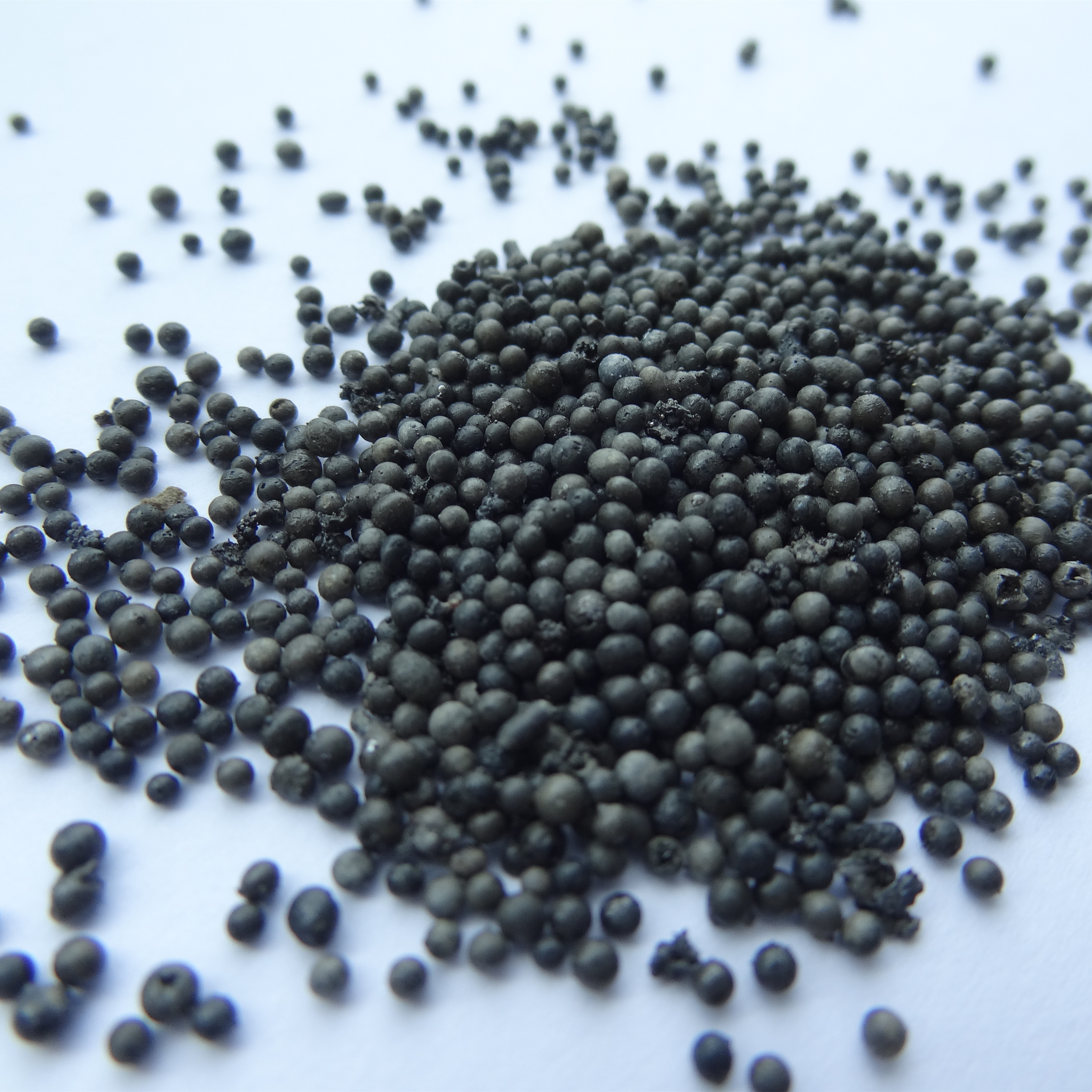
代替石英砂:宝珠砂作为消失模铸造的填充砂,用于包裹泡沫模型(EPS/STMMA模),在浇注时通过金属液的热解气化实现充型。
流动性优异:球形颗粒使砂粒流动性极佳,易于填充复杂型腔,减少死角,提高模型复制精度。
低膨胀率:热膨胀系数远低于石英砂(仅约0.13% at 1000°C),避免因膨胀导致铸件表面脉纹、粘砂等缺陷。
(2)关键工艺优势
透气性高:宝珠砂的均匀球形结构形成均匀间隙,利于泡沫模气化产物的快速排出,减少气孔、碳缺陷。
高耐火度(≥1600°C):适合高温合金(如铸钢、高铬铸铁)的浇注,减少烧结风险。
低破碎率:硬度高(莫氏7-8级),可重复使用(约10-15次),降低耗砂成本。
2. 对比传统砂型的优势
| 特性 | 宝珠砂 | 石英砂 |
|---|---|---|
| 颗粒形状 | 球形,流动性极佳 | 多棱角,流动性较差 |
| 热膨胀率 | 极低(≈0.13%) | 高(≈1.5%),易导致铸件缺陷 |
| 耐火度 | ≥1600°C | ≈1450°C(易烧结) |
| 透气性 | 高(球形间隙均匀) | 依赖粒度,易堵塞 |
| 回收性 | 可多次使用,损耗低 | 易破碎,回收率低 |
3. 适用铸件类型
复杂薄壁件:如汽车发动机缸体、变速箱壳体,宝珠砂的高流动性确保细节成型。
高精度铸件:减少因砂型膨胀导致的尺寸偏差(如泵阀、液压件)。
高合金铸钢件:耐高温特性避免金属液与砂型反应(如耐热钢、不锈钢)。
4. 工艺注意事项
成本考量:宝珠砂单价高于石英砂,但综合回收性和铸件良率可降低总成本。
砂处理系统:需配套筛分和除尘设备,维持砂粒纯净度。
粘结剂选择:若需加固(如负压消失模),需测试与宝珠砂的相容性(如少量树脂或水玻璃)。
5. 实际案例参考
某汽车零部件厂:改用宝珠砂后,铸件表面粗糙度从Ra 25μm降至Ra 12μm,气孔缺陷率下降60%。
重型机械铸钢件:解决石英砂导致的粘砂问题,清砂时间缩短30%。




 客服1
客服1